
Ladle technology is an imperative aspect of the steel industry. Not only for logistics of moving the product through the mill, but also for energy management and product quality. Ladles are used to move molten steel or iron between steel making processes and sometimes for performing product treatments in specialized ladles. It is important for the ladles to receive, transfer, and deliver their molten payload without letting the molten product cool down below an unacceptable threshold. Material heat loss in a ladle below a certain point results in severe maintenance and repair issues, as well as product loss, and wasted energy. While minimizing the property changes of molten product for casting, transfer, or for treatment, these units are necessary for the steel making process. It is no wonder then, that the heating of such equipment is a significant challenge. To minimize molten iron cooling during pouring, the ladles must be nearly as hot as the molten metal itself.
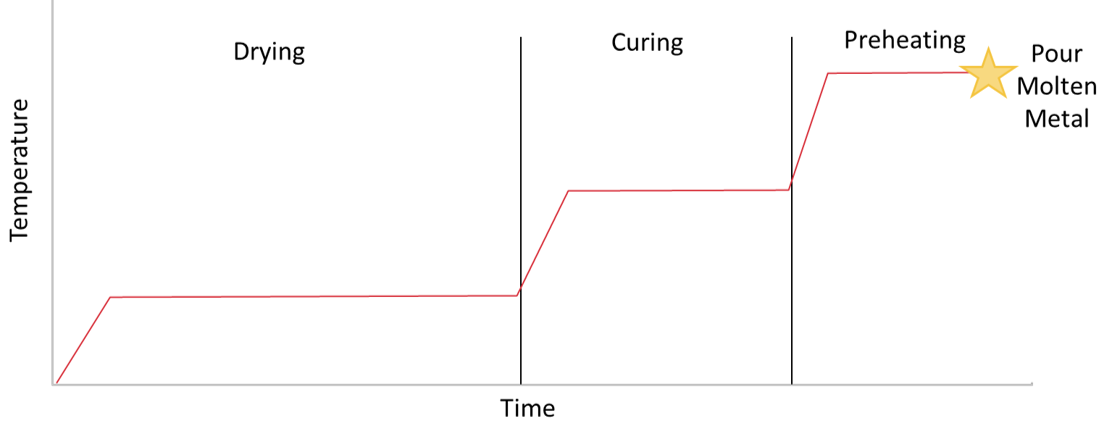 Figure 2 – Simplified Ladle Heating Curve
Figure 2 – Simplified Ladle Heating Curve
The ladle heating process consists of three main stages, as shown above: drying, wherein moisture is removed from newly lined ladles; curing, during which the refractory is set; and lastly preheating, wherein optimal ladle temperature is reached for use in various processes. While all these stages have slightly different needs, all require temperature uniformity. In drying stages, uneven temperature distribution will result in retained moisture, which at later stages can be trapped and result in steam explosions. Uniform temperature distribution during the preheating stages and in ladle use will increase preheating efficiency and minimize heat loss from the molten steel. Therefore, it is essential that the burner systems in place for these stages can deliver heat to the entire ladle evenly. High Velocity gas burners offer a practical, cost effective approach to solving this problem. The secret to the effectiveness of these burners lies in the fact that convective heat transfer rates between the ladle and the products of combustion are directly correlated to the Reynolds Number of the fluid, which in turn relies upon the velocity of the fluid as shown below:  Where is the Reynolds Number, is the fluid density, is the fluid velocity, is the characteristic length of the transfer geometry and is the fluid viscosity. Simply put, maximizing fluid velocity maximizes convective heat transfer. These burners nozzle-mix the fuel and air to achieve fast exit velocities. This increased velocity allows for high entrainment of the ladle atmosphere, creating a strong convective environment within the ladle; the resultant forced convection significantly increases the heat transfer within the ladle, while simultaneously allowing for strong uniformity in the ladle temperature. Furthermore, NOx emissions are reduced, and the high entrainment can result in recirculation ratios of up to 10:1 ft3 of furnace gases to burner product, potentially eliminating the need for excess air operation. High Velocity burners are also highly versatile, being effective at low and high temperatures, up to furnace temperatures of 2400 °F.
Where is the Reynolds Number, is the fluid density, is the fluid velocity, is the characteristic length of the transfer geometry and is the fluid viscosity. Simply put, maximizing fluid velocity maximizes convective heat transfer. These burners nozzle-mix the fuel and air to achieve fast exit velocities. This increased velocity allows for high entrainment of the ladle atmosphere, creating a strong convective environment within the ladle; the resultant forced convection significantly increases the heat transfer within the ladle, while simultaneously allowing for strong uniformity in the ladle temperature. Furthermore, NOx emissions are reduced, and the high entrainment can result in recirculation ratios of up to 10:1 ft3 of furnace gases to burner product, potentially eliminating the need for excess air operation. High Velocity burners are also highly versatile, being effective at low and high temperatures, up to furnace temperatures of 2400 °F.
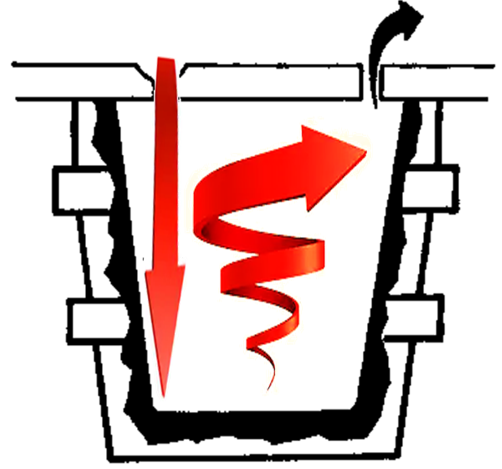 Figure 3 – Visualization of High Velocity Entrainment
Figure 3 – Visualization of High Velocity Entrainment
In summary, high velocity gas burners have the following advantages in ladle heating processes:
- Increased convective heat transfer rate, resulting in greater thermal efficiency
- Greater ladle uniformity due to greater forced convection
- Reduced NOx emissions
- High recirculation reduces need for excess air operation
- Wide temperature versatility
See Behind the Firebridge Curtain